水泥厂风机叶轮磨损机理分析及耐磨陶瓷防磨方案-j9集团
2023-04-17
来源:精城特瓷
作者:谢勇
阅读:
一、水泥厂风机叶轮磨损机理
水泥厂风机在运行时风机叶轮会受到高速气流携带固体粉尘、颗粒的不间断冲刷和冲击,磨损严重,时常需要更换检修,降低效率,浪费人力物力,因此研究风机叶轮的磨损机理,有针对性的设计防磨方案具有重要意义。
(1)入射粒子硬度高于被冲击的叶轮
入射粒子指气流中携带的粉尘和固体颗粒,硬度由粒子本身决定,被冲击的叶轮硬度则是由叶轮材质及叶轮表面的防磨喷涂或防磨材料决定。
含尘气流低角度冲刷时,冲刷粒子主要对风机叶轮表面产生切向作用力,粒子表面的锐利棱角切削风机叶轮从而引起材料损失。受冲刷的风机叶轮表面可见明显的划痕,往往经过多次磨粒作用后才产生磨屑,所以称为显微切削。当风机叶轮硬度大大高于磨粒时,几乎不发生磨损。
解决措施:针对于这种情况,提升风机叶轮表面硬度,可以减少甚至消除显微切削。提高风机叶轮表面的光滑程度也能够减小摩擦系数,削弱显微切削。
(2)风机叶轮硬度较高超过磨粒,但断裂韧性差
含尘气流在高角度冲刷风机叶轮时,冲刷粒子对风机叶轮的法向力作用使表面产生拉力而出现径向裂纹、横向裂纹,裂缝扩展连结而形成环状裂纹,导致风机叶轮成块剥落而损失。即裂纹的形成,扩展并连接是构成高角度冲蚀材料损失的主要机制。
解决措施:针对这种情况,我们可以优化风机叶轮材质或者其防磨材质,提升其断裂韧性。
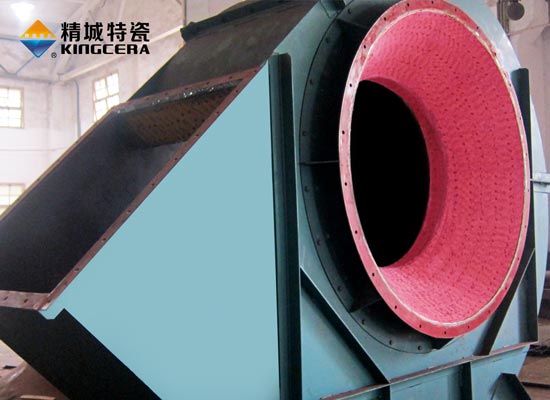
.jpg "精城特瓷耐磨陶瓷风机叶轮") 精城特瓷耐磨陶瓷风机叶轮
精城特瓷耐磨陶瓷风机叶轮
二、风机叶轮耐磨陶瓷防磨方案
根据风机叶轮的磨损机理和特点,湖南精城特种陶瓷有限公司开发出了以耐磨陶瓷为核心的防磨方案。
精城的耐磨陶瓷以氧化铝为主要材料,可根据需要加入其它原料,比如氧化锆等。
风机叶轮一般是采用耐磨堆焊、热喷涂等传统防磨方法,效果并不理想。而精城采用耐磨性能更好的陶瓷对叶轮进行防磨,精城攻克高速运转中陶瓷易脱落的难题,同时确保增加陶瓷不影响叶轮的启动和正常运转。
精城
耐磨陶瓷风机叶轮主要是在离心风机叶轮易磨损部位安装耐磨陶瓷,同时可以提供动静平衡等一系列风机防磨j9集团的解决方案。这种工艺制作的耐磨陶瓷叶轮,陶瓷与叶轮结合紧密,且耐磨陶瓷密度小,重量远低于通常使用的钢质防磨衬板,增加了风机主轴承的使用寿命。
根据不同的工况和需求,耐磨陶瓷与风机叶轮有不同的结合方式。
(1) 粘贴型:顾名思义,粘贴型是利用陶瓷粘胶将耐磨陶瓷粘接在叶轮的叶片及后盘、机壳等需要防磨的部位。但受粘接剂性能的限制,这种风机一般不用于气体温度高于 200℃或者叶轮转速很大的场所。
(2) 钎焊型:在叶轮的表面上,使用了特殊金属作为耐磨陶瓷与叶轮母体金属的接合层,钎焊后产生化学反应,在接合界面上产生非常强固的结合力。这种结构的风机适应于处理气体温度高、叶轮转速较大的场合。
(3) 整体型:风机叶片或者叶轮采用整体烧结成型的工艺,全部用耐磨陶瓷制成。由于耐磨陶瓷叶片或叶轮从成形到烧固、加工、制作工艺极为复杂,故一般只用于型号不大的轴流式风机。
耐磨陶瓷风机叶轮防磨能力出色,而且可以根据不同工况选择不同的陶瓷以及不同的安装方法,能够满足绝大部分客户需求,解决风机叶轮磨损难题。
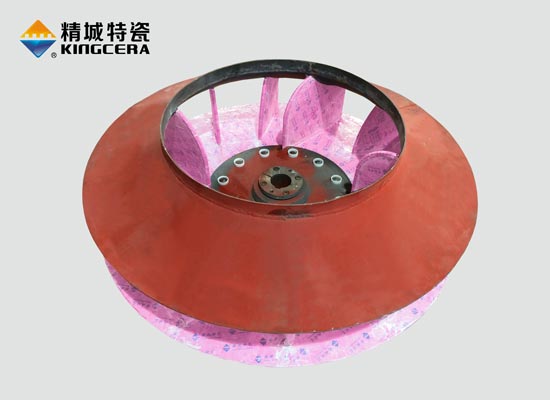
耐磨陶瓷风机叶片

 0731-84069187
15674861808
0731-84069187
15674861808

.jpg "耐磨陶瓷风机叶轮")